
Effects of specimen size on flow stress of micro rod specimen
WANG Chun-ju(王春举)1, GUO Bin(郭 斌)1, SHAN De-bin(单德彬)1, SUN Li-ning(孙立宁)2
1. School of Materials Science and Engineering, Harbin Institute of technology, Harbin 150001, China;
2. Robot Institute of Technology, Harbin Institute of Technology, Harbin 150001, China
Received 10 June 2009; accepted 15 August 2009
Abstract: With the miniaturization of parts, size effects occur in the micro-forming processes. To investigate the effects of the specimen size on the flow stress, a series of upsetting deformation experiments were carried out at room temperature for specimens with different diameters. And the grain size of billets was changed by anneal processes to analyze the grain size effects on the size dependence of flow stress. The deviation of stress was observed. The results show that the flow stress decreases with decreasing billet dimensions. As the dislocation accumulation in free surface layer is slight, the reduction degree of flow stress becomes larger when the plastic deformation goes on. The flow stress is enlarged by grain size, which can be analyzed by the grain boundary length per area. The deviation increases with decreasing specimen size. This can be explained by the effects of grain orientation stochastic distribution according to the Schmid law. As a result, the micro-forming process must be considered from the viewpoint of polycrystalline structure, and the single grains of micro-billet dominate the deformation.
Key words: micro-forming; size effects; free surface effects; deviation; flow stress
1 Introduction
Micro-forming is very suitable for the mass production of micro-parts for micro electro mechanical systems(MEMS). With the miniaturization of parts, size effects occur because the microstructure of the billets keeps constant[1-3]. GEIGER et al[4] investigated the size effects of flow stress with upsetting deformation tests, as did DONG and MA[5] with bending tests. The results of their tests show that the flow stress decreases with decreasing billet dimensions. To explain the results, MESSNER et al[6] and ENGEL et al[7] presented a surface layer model by dividing the billet into surface grain layer and interior volume. Based on the investigations of size effects with the tensile and hydraulic bulging tests, PICARP and MICHEL[8] developed a new model for thin sheet metal forming considering the scaling factor. SASAWAT and MUAMMER[9] investigated the size effects on the material behavior of thin sheet metals using hydraulic bulge testing at micro/meso scale. Two parameters, the ratio of sheet thickness to grain size(N) and the ratio of bulge die diameter to sheet thickness(M), were used to characterize the interactive effect between the specimen, grain size, effects of the feature size and respectively. New models were developed to explain the material flow stress by using N and M. When the dimension of components reduces to the same order of the magnitude as grain size, individual grains dominate the properties of billets. RAULEA et al[10] demonstrated a decrease of the yield strength during decreasing number of grains up to one grain over the thickness, and an increase with increasing grain size when the size is larger than the specimen thickness. The polycrystalline structure must be considered during the analyzing of micro-forming processes. The influence of the grain size and orientation was studied by TIESLER et al[11] with micro combined extrusion. Their results show that the miniaturization has an effect on the dimension accuracy and mechanical properties distribution of the formed micro-parts.
In the work, the size dependence of flow stress was investigated at room temperature, and the plastic strain effect on the size dependence of flow stress was analyzed considering the difference of strain-harden in different grains. The deviation of flow stress and non- homogeneous deformation were studied.
2 Experimental
Commercially pure aluminum blank was selected as experimental material, and it was machined to d 1.0 mm× 1.5 mm, d 2.0 mm×3.0 mm and d 3.0 mm×4.5 mm with a fine wire electrical discharge machine. The billets were annealed at 300, 400, 500 and 600 ℃ for 1 h, and the achieved grain size(L) of the billets were 16, 37, 57 and 98 ?m, respectively. The upsetting deformation tests were performed at room temperature with an apparatus developed by our group[12].
3 Results and analysis
3.1 Effect of specimen size
The tests were carried out at strain rate of 2×10-3 s-1, and the selected grain sizes of billets were 37 and 57 ?m, respectively. In order to get reliable results, the tests were repeated three times under the same deformation condition. The obtained curves of strain―stress are shown in Fig.1. It can be seen that the flow stress decreases with decreasing billet diameters. The size effects of flow stress occur obviously.
The micro-forming process is different from the

Fig.1 Curves of strain―flow stress of specimens with various grain sizes: (a) L=37 μm; (b) L=57 μm
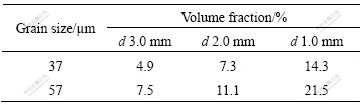
traditional plastic deformation for the existence of size dependence of flow stress, and the traditional theories cannot be used directly by applying the similarity theorem. It is necessary to present a new model by considering the free surface effect. With the miniaturization of billets, the material is neither homogeneous nor isotopic and should be considered from the viewpoint of polycrystalline structure. Since the effects of free surface effects exist, the dislocation segments near the free boundaries tend to move towards the boundary and annihilate. The electron microscopy observations indicate that the dislocations are mainly near the grain boundaries, while only few dislocations distribute inside the free surface grains. However, the dislocations evenly distribute inside the grains in the interior region of the specimen[13-14]. From the viewpoint of dislocation accumulation strengthening, the lower dislocation density leads that the flow stress of grains in the free surface layer is lower than that of the interior grains. The thickness of free surface layer is selected as the grain size, and then the volume fraction of the free surface layer is obtained as listed in Table 1. With the miniaturization of billets, the volume ratio of grains in the free surface layer to interior grains becomes large, which results in the reduction of flow stress with decreasing billet dimensions.
Table 1 Volume fraction of free surface layer with different diameters
3.2 Effect of strain on size dependence of flow stress
To evaluate the degree of size dependence of flow stress, the reduction of the flow stress is selected as the evaluation parameter which is calculated by
 (1)
(1)
where  is reduction of flow stress, MPa;
is reduction of flow stress, MPa;  is flow stress of the specimen d2 in diameters, MPa;
is flow stress of the specimen d2 in diameters, MPa;  is flow stress of the specimen d1 in diameters, MPa; d2 and d1 are diameters of the specimens.
is flow stress of the specimen d1 in diameters, MPa; d2 and d1 are diameters of the specimens.
The reduction of the flow stress is calculated using the middle value of several experimental results at various strains, and the results are shown in Fig.2. The results show that the reduction of the flow stress increases with increasing deformation degree. And the size dependence is enlarged by the grain size of specimens.
The effect of strain on the size dependence of flow stress can be explained from the viewpoint of strain-hardening. The Hall-Petch equation is a widely accepted empirical theory relating to the yield stress, which is extended by Armstrong to include the flow stress region. In Eq.(2), the first term is the stress required to move the individual dislocations in micro-yield slip band pileups confined to isolated grains, whereas the second term is the stress needed to propagate the general yielding across the polycrystalline grain boundaries.
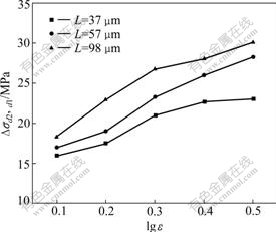
Fig.2 Curves of deviation of flow stress vs various strains at different grain sizes
 (2)
(2)
where  is the flow stress at strain ε, MPa;
is the flow stress at strain ε, MPa;  is the initial yield stress at strain ε, MPa; k(ε) is Hall-Petch constant at strain ε, MPa?mm1/2; d is grain size, mm.
is the initial yield stress at strain ε, MPa; k(ε) is Hall-Petch constant at strain ε, MPa?mm1/2; d is grain size, mm.
For the polycrystalline material, the internal grain boundary length per area (GB/Area) decreases when the dimension of the specimen decreases, and eventually becomes zero for a single crystal. ARMSTRONG[15] and KIM[16] revealed that the internal grain boundary length per area can be increased with Eq.(3) from Fig.3.
LG=2n(n-1)/n2 (3)
where LG is deviation grain boundary length per area.
Hence, for a given grain size, the effects induced by
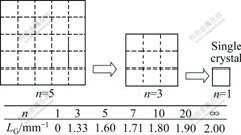
Fig.3 Illustration of reduction of internal grain boundary length per area with miniaturization[16]
the grain boundaries become slight when the specimen size decreases. The reduction of the flow stress increases with increasing strain.
With increasing grain size, the ratio of the grains on the free surface layer becomes large, and the internal grain boundary length per area decreases at the same time. As a result, the reduction of flow stress increases with increasing grain size (see Fig.4). This means that the size dependence of flow stress is enlarged by the grain size of specimens.
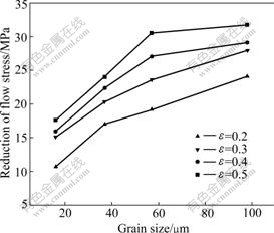
Fig.4 Effect of grain size on size dependence of flow stress at different strains
3.3 Deviation of flow stress
As dimensions of specimens scale decrease, the deviation of flow stress appears obviously, and increases with decreasing specimen size. Fig.5 shows the deviation of flow stress of specimens with different strains. Since the specimen dimension reaches the magnitude of grain size, the specimen cannot be treated as a homogeneous and continuous body, and the anisotropy of grains must be considered.
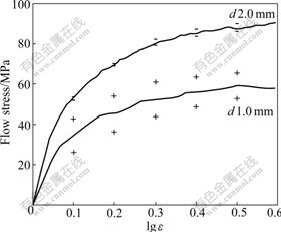
Fig.5 Deviation of flow stress with strain for various specimens
From the theory of single crystal plasticity, the deformation follows the Schmid law as where σ is yield stress, τc is the critical resolved shear stress and m is the Schmid factor. τc is related to the material inherent character, and it is a constant for the same material. The orientation factor m depends on the angle between direction of the external force and the slip direction. Then the flow stress of a single grain in polycrystalline material is mainly decided by the grain orientation. With the miniaturization of specimen, the single grains dominate the deformation of specimen. It is well known that the distribution of the grain orientation is stochastic. The deformation difference of single grains in polycrystalline material becomes more obvious with decreasing specimen dimensions, which leads to the deviation of flow stress.
 0<m≤
0<m≤ (4)
(4)
The deformation difference of single grains appears on the surface of deformed billets. Fig.6 shows the contour lines of deformed specimen surface measured with confocal laser scanning microscope (LEXT 3D OLS3000). According to Eq.(4), the orientation with big Schmid factor means that the yield stress is small, which is called soft orientation. And the orientation with small Schmid factor is called hard orientation. The grains with soft orientation are easy to deform, and the deformation degree is larger than that of grains with hard orientation. The deformation difference leads to the accidented topography. With the increase of grain size, the deformation difference tends to become more obvious.

Fig.6 Contour lines of deformed specimen surface at different grain sizes: (a) L=16 ?m; (b) L=57 ?m
4 Conclusions
1) The flow stress decreases with decreasing the specimen size, which can be explain by the ratio of the free surface layer for different specimen size.
2) Slight dislocation accumulation in the free surface layer leads that the reduction degree of flow stress increases with increasing plastic strain. And the size dependence is enlarged by the grain size of specimens because the grain boundary length per area decreases with decreasing specimen dimension.
3) Since grain orientation distribution is stochastic according to the Schmid law, the miniaturization of the specimen results in the deviation of the flow stress when the single grains dominate the deformation in micro- forming.
References
[1] GEIGER M, MERKLEIN M, TOLAZZI M. Metal forming ensures innovation and future in eruope [C]// BARIANI P F. Proceeding of the 8th ICTP. Verona, 2005.
[2] CAO J, KRISHAN N, WANG Z, LU H S , LIU W K, SWANSON A. Microforming: Experimental investigation of the extrusion process for micropins and its numerical simulation using RKEM [J]. Transactions of the ASME, 2004, 126(11): 642-652.
[3] Engel U, GEISDORFOR S, GEIGER M. Simulation of microforming processes and advanced approach applying a mesoscopic model [C]// BARIANI P F. Proceeding of the 8th ICTP. Verona, 2005.
[4] Geiger M, Messner A, Engel U. Production of microparts-size effects in bulk metal forming, similarity theory [J]. Production Engineering, 1997, 4(1): 55-58.
[5] DONG X, MA N. A study on size effects on process design of micro deep drawding [C]// BARIANI P F. Proceeding of the 8th ICTP. Verona, 2005.
[6] Messner A, Engel U, Kals R, Vollertsen F. Size effects in the FE-simulation of microforming processes [J]. Journal of Materials Processing Technology, 1994, 45: 371-376.
[7] Engel U, Messner A, Geiger M. Advanced concept for the FE-simulation of metal forming processes for the production of microparts [C]// ALTAN T. Proceeding of the 5th ICTP. Columbus, 1996: 903-906.
[8] Picard P, Michel J F. Effects of size and texture on the constitutive behavior for very small components in sheet metal forming [C]// GEIGER M. Proceeding of the 6th ICTP. Nuremberg, 1999: 895-900.
[9] Sasawat M, Muammer K. Investigation of size effects on material behavior of thin sheet metal using hydraulic bulge testing at micro/meso-scale [J]. International Journal of Machine Tools and Manufacture, 2008, 48(9): 1014-1029.
[10] Raulea L V, Govaert L E, Baaijens F P T. Grain and specimen size effects in processing metal sheets [C]// GEIGER M. Proceeding of the 6th ICTP. Nuremberg, 1999: 939-944.
[11] Tiesler N, Engel U, Geiger M. Basic research on cold forging or microparts [C]// Proceeding of the 7th ICTP. Yokohama, 2002: 379-384.
[12] Wang Chun-ju, Shan De-bin, Guo Bin, Zhou Jian, Sun Li-ning. Key problems in microforming process of microparts [J]. Journal of Materials Science and Technology, 2007, 23(2): 283-288.
[13] Yasin H, Zbib H M, Khaleel M A. Size and boundary effects in discrete dislocation dynamics: Coupling with continuum finite element [J]. Mater Sci Eng A, 2001, 309/310: 294-299.
[14] Margolin H. Polycrystalline yielding-perspectives on its onset [J]. Acta Mater, 1998, 46(17): 6305-6309.
[15] Armstrong R W. The yield and flow stress dependence on polycrystal grain size [M]. London: Applied Science Publishers, 1983: 1-31.
[16] Kim G Y, Ni J, Koc M. Modeling of the size effects on the behavior of metals in microscale deformation processes [J]. Journal of Manufacturing Science and Engineering, 2007, 129(3): 470-476.
(Edited by LONG Huai-zhong)
Foundation item: Project(50835002) supported by the Key Program of National Natural Science Foundation of China; Project(QC08C55) supported by the Natural Science Foundation of Heilongjiang Province, China; Project(200802131031) supported by the Doctor Programs Foundation of Ministry of Education of China for Young Scholars
Corresponding author: WANG Chun-ju; Tel: +86-451-86402775; E-mail: cjwang1978@hit.edu.cn

