
Effects of Cu and Mn on mechanical properties and
damping capacity of Mg-Cu-Mn alloy
ZHANG Zhen-yan(章桢彦)1, 2, PENG Li-ming(彭立明)1, 2, ZENG Xiao-qin(曾小勤)1, 2, DING Wen-jiang(丁文江)1, 2
1. National Engineering Research Center of Light Alloy Net Forming, Shanghai Jiao Tong University,
Shanghai 200240, China;
2. State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200240, China
Received 12 June 2008; accepted 5 September 2008
Abstract: The effects of Cu and Mn additions on mechanical properties and damping capacity of Mg-Cu-Mn alloy were investigated. The tensile properties and damping capacity at room temperature of as-cast Mg-Cu-Mn alloy were tested. The microstructure was studied using optical microscope, X-ray diffraction and scanning electron microscope. The Hall-Petch relation and Granato-Lücke model were used to explain the influences of Cu and Mn additions on the tensile properties and damping capacity of Mg-Cu-Mn alloy. The results show that Cu and Mn additions remarkably reduce the grain size of Mg-Cu-Mn alloy, but have little influence on phase composition and solute atoms concentration, the tensile properties increase obviously and the internal friction of Mg-Cu-Mn alloy decreases with grain refining.
Key words: mechanical property; damping capacity; Mg-Cu-Mn alloy; Granato-Lücke theory
1 Introduction
In order to reduce the vibration and noise in industry fields, the applications of damping alloys were considered. Among the structural metallic materials, pure magnesium has the lowest specific gravity (1.738 g/cm3) and the highest damping capacity (Q-1=0.11, ε=10-4). However, the mechanical properties of pure magnesium are low, e.g. the tensile strength is only 100 MPa and the elastic modulus is 45 GPa. The effects of alloy elements[1-4] and heat treatments[5-8] on the mechanical properties and damping capacities of magnesium alloys were investigated. The results show that the strength of magnesium alloys can be improved by alloying or heat treatments, while the damping capacity decreases. Therefore, the crux lies in resolving the contradiction between damping capacity and mechanical properties, so as to exploit Mg-based damping alloys with high damping capacity and sufficient mechanical properties. NISHIYAMA[9] developed as-cast Mg-(0.5-7.0)Cu-(0.17-4.0)Mn (mass fraction, %) alloys with very high damping capacity combined with adequate mechanical properties, e.g. Mg-1.5%Cu-0.5%Mn alloy has specific damping capacity of 66% and tensile strength of 146 MPa. However, the effects of Cu and Mn additions on Mg-Cu-Mn alloy were not clear.
In the present work, the effects of Cu and Mn additions on phase composition, concentration of solute atoms and grain size, which result from the changes of mechanical properties and damping capacity of Mg-Cu-Mn alloys, were investigated.
2 Experimental
Mg-Cu-Mn alloys were melted in an electrical furnace using a mild steel crucible under a gas shield (0.3%SF6 and 99.7%CO2), and cast in a permanent mould. The nominal compositions are listed in Table 1, and the mass fraction ratio of Cu and Mn was kept about 3. The castings were cut into 35 mm×4 mm×1.5 mm rectangle specimens for damping measurement.
The mechanical properties of samples with gauge size of 10 mm×3.5 mm×2 mm were tested on Zwick T1-FR020TN A50 materials testing machine. DMA2980 dynamic mechanical analyzer (DMA) was used to measure the strain dependence of damping capacity at a vibration frequency of 1Hz and room temperature (RT). XJL-03 optical microscope (OM), D/MAX 2550 VB/PC (RIGAKU) X-ray diffractometer (XRD) and SEM515 (Philips) scanning electron microscope (SEM) with an energy dispersive X-ray (EDX) spectrometer were utilized to investigate the microstructures of Mg-Cu-Mn alloys. The mean linear intercept method was used to measure the average grain size.
Table 1 Nominal compositions and tensile properties of Mg-Cu-Mn alloys at room temperature
3 Results and discussion
3.1 Microstructures
The optical microstructures of Mg-Cu-Mn alloys are shown in Fig.1. The average grain sizes of alloys from alloy 1 to alloy 4 are about 201, 116, 83 and 66 μm, respectively. The typical XRD pattern is shown in Fig.2. The main phases of Mg-Cu-Mn alloys are α-Mg, Mg2Cu and α-Mn, and there is no difference in phase composition among the four alloys. The grain refinement is probably mainly caused by the heterogeneous nucleation effect of α-Mn particles during solidification [10-11]. Fig.3 shows typical SEM image of Mg-Cu-Mn alloys. And the corresponding EDX results are listed in Table 2. Many non-equilibrium eutectic phases (α-Mg+ Mg2Cu, positions A and B) exhibiting a wide range of Cu content exist on grain boundaries and interiors. There is no obvious difference of Cu and Mn contents in α-Mg matrix (positions C and D). The concentrations of α-Mn on grain boundaries and interiors are almost homogeneous.
3.2 Tensile properties
The tensile properties of Mg-Cu-Mn alloys tested at RT are listed in Table 1. With Cu and Mn additions increasing, the yield tensile strength (YTS) is gradually enhanced to maximum value at 3.0%Cu and 1.0%Mn additions, and the ultimate tensile strength (UTS) has the peak value at 2.5%Cu and 0.8%Mn additions and then drops a little accompanying with the decrease of elongation, which probably results from the segregation of brittle eutectic phases on grain boundaries. The alloy 3 exhibits the best comprehensive mechanical properties. Since the phase composition and solute atoms contents in α-Mg matrix are almost same, and there are no precipitates referring to phase diagrams[12], grain refinement is the primary strengthening mechanism according to Hall-Petch relation (σs=σ0+Kd-1/2).
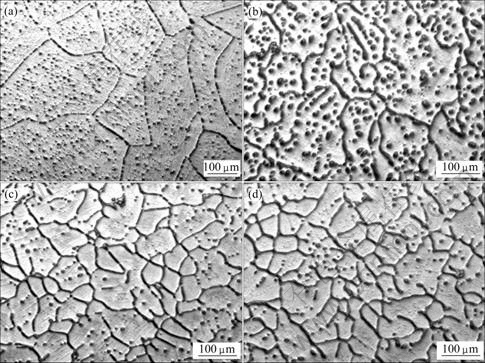
Fig.1 Microstructures of Mg-Cu-Mn alloys: (a) Alloy 1; (b) Alloy 2; (c) Alloy 3; (d) Alloy 4
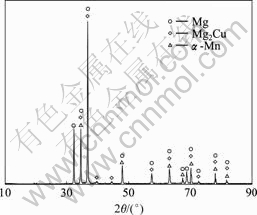
Fig.2 XRD pattern of alloy 2
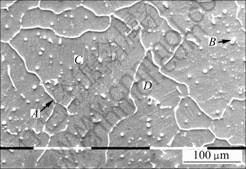
Fig.3 SEM image of alloy 2
Table 2 EDX results of corresponding positions in Fig.3 (mole fraction, %)

3.3 Damping capacity
The strain dependence of damping capacity is shown in Fig.4(a), where x-axis and y-axis correspond to strain amplitude (ε) and loss factor ( ), respectively. There is a critical strain amplitude (εcr) on each curve, above which, increases remarkably with strain increasing. The curve of alloy 1 shows highest values compared with those of other alloys at same strains.
), respectively. There is a critical strain amplitude (εcr) on each curve, above which, increases remarkably with strain increasing. The curve of alloy 1 shows highest values compared with those of other alloys at same strains.
It can be interpreted by Granato-Lücke model[13-14]. For large enough concentration of impurity atoms, the length of loop determined by the intersection of dislocation network loops is further pinned down by the impurity particles through the Cottrell mechanism. Therefore, there are two characteristic lengths in the model, i.e. the network

Fig.4 Damping capacity of Mg-Cu-Mn alloys at RT: (a) tan ―ε curves; (b) G-L plots
―ε curves; (b) G-L plots
length LN and the length LC determined by the impurities. In the present work, grain boundaries are chief nodes of dislocation network. The loss caused by LN is named static hysteresis internal friction, which is strain dependent and frequency independent. The strain dependence of logarithmic decrement (δH) can be calculated using Eqn.(1)[13-15]:
 (1)
(1)
where

 (2)
(2)
where FB is the binding force between a dislocation and a solute atom (weak pinning point); b is the Burgers vector of dislocations; E is the unrelaxed modulus; ε is the strain amplitude; LN and LC are the mean lengths of dislocation segments between nodes of the dislocation network and solute atoms; ρ is the density of dislocations participated in the breakaway process.
Eqn.(1) can be rewritten[15] as ln(δHε)=lnC1-C2/ε, and Granato-Lücke (G-L) plots (i.e. ln(δHε) vs ε-1) should be straight lines, whose intercept and slope are the values of lnC1 and -C2, respectively. Using the δ― relation[8], the ―ε curves (Fig.4(a)) can be transformed to the G-L plots (Fig.4(b)). The values of C1 and C2 obtained according to the G-L plots are listed in Table 3.

Table 3 Values of C1 and C2 obtained according to G-L plots of Mg-Cu-Mn alloys

It can be observed that all alloys have almost equivalent C2 values, and that the C1 value of alloy 1 is the highest. This can be explained by Eqn.(2). Since the heat-treatment condition (as-cast) and the phase composition of alloys are same, the parameters in equations (except LC and LN) can be treated as constants. As discussed above, alloying in the present work has little effects on the concentration of solute atoms (Cu and Mn) in α-Mg matrix, therefore, LC changes little, which results in approximately equal C2 values of Mg-Cu-Mn alloys. With Cu and Mn contents increasing, the grain size is refined from about 201 μm to 66 μm, which shortens LN length and lessens C1 value. Since C2 values of alloys in the present work are almost same, the higher C1 value is, the higher damping capacity of the alloy is. As a result, alloy 1 has the highest internal friction, however, those of the other three alloys reduce a little but is still adequate for applications.
4 Conclusions
1) Alloy elements Cu and Mn remarkably reduce grain size but have little influence on the phase composition and solute atoms concentration.
2) Grain refinement is the dominant reason for the obvious increase of tensile properties and the decrease of internal friction of MCM alloys.
3) Mg-2.5Cu-0.8Mn alloy exhibits the best comprehensive mechanical properties and sufficient damping capacity.
References
[1] LAMBRI O A, RIEHEMANN W, SALVATIERRA L M, GARCIA J A. Effects of precipitation processes on damping and elastic modulus of WE 43 magnesium alloy [J]. Mater Sci Eng A, 2004, 373(1/2): 146-157.
[2] WAN Di-qing, WANG Jin-cheng, LIN Lin, FENG Zhi-gang, YANG Gen-cang. Damping properties of Mg-Ca binary alloys [J]. Physica B, 2008, 403(13/16): 2438-2442.
[3] LIAO Li-hua, ZHANG Xiu-qin, LI Xian-feng, WANG Hao-wei, MA Nai-heng. Effect of silicon on damping capacities of pure magnesium and magnesium alloys [J]. Materials Letters, 2007, 61(1): 231-234.
[4] HU X S, WU K, ZHENG M Y, GAN W M, WANG X J. Low frequency damping capacities and mechanical properties of Mg-Si alloys [J]. Mater Sci Eng A, 2007, 452/453: 374-379.
[5] HU X S, WU K, ZHENG M Y. Effect of heat treatment on the stability of damping capacity in hypoeutectic Mg-Si alloy [J]. Scripta Mater, 2006, 54(9): 1639-1643.
[6] GONZ?LEZ-MART?NEZ R, G?KEN J, LETZIG D, STEINHOFF K, KAINER K U. Influence of aging on damping of the magnesium-aluminium-zinc series [J]. J Alloys Compd, 2007, 437(1/2): 127-132.
[7] LIAO Li-hua, ZHANG Xiu-qing, WANG Hao-wei. Precipitation behavior and damping characteristic of Mg-Al-Si alloy [J]. Materials Letters, 2005, 59(21): 2702-2705.
[8] ZHANG Zhen-yan, ZENG Xiao-qin, DING Wen-jiang. The influence of heat treatment on damping response of AZ91D magnesium alloy [J]. Mater Sci Eng A, 2005, 392(1/2): 150-155.
[9] NISHIYAMA K. A novel high damping magnesium alloy[J]. Materials Technology, 1994, 12(2): 37-45. (In Japanese)
[10] DAVID H S, PENG CAO, MA QIAN, MARK A E. A new analytical approach to reveal the mechanisms of grain refinement [J]. Advanced Engineering Materials, 2007, 9(9): 739-746.
[11] PENG C, MA Q, DAVID H S. Effect of manganese on grain refinement of Mg-Al based alloys [J]. Scripta Mater, 2006, 54(11): 1853-1858.
[12] MASSALSKI T B. Binary alloy phase diagrams [M]. Materials Park, Ohio, USA: ASM International, 1990.
[13] GRANATO A, L?CKE K. Theory of mechanical damping due to dislocations [J]. Journal of Applied Physics, 1956, 27(6): 583-593.
[14] GRANATO A, L?CKE K. Application of dislocation theory to internal friction phenomena at high frequencies [J]. Journal of Applied Physics, 1956, 27(7): 789-805.
[15] ZUZANKA T, PAVEL L, WERNER R, BARRY L M. Internal friction in magnesium alloys and composites[C]// AGHION E, ELIEZER D. MAGNESIUM 2000. Israel: Magnesium Research Institute (MRI) Ltd, 2000: 190-197.
(Edited by LI Yan-hong)
Corresponding author: PENG Li-ming; Tel: +86-21-34203051; Fax: +86-21-34202794; E-mail: plm616@sjtu.edu.cn

