�ۻ���ѹ�����Ʊ������ľ���ϸ������ѧ����
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2019���3��
�������ߣ����� �ƹ�ʤ ��˧˧ ��͢״ ���� ������ ������ �˸���
����ҳ�룺437 - 447
�ؼ��ʣ������ۻ���ѹ��ϣ�����֯����ѧ���ܣ�Ӧ��Ӳ����
Key words��aluminum; accumulative extrusion bonding; microstructure; mechanical properties; strain hardening rate
ժ Ҫ���о�һ���µľ������Ա��μ��������ۻ���ѹ���(AEB) �ӹ���ϸ������������֯����������������������ã�6���κ���Ʒ��ƽ�������ߴ�ԼΪ440 nm������������������5���κ���Ʒ�Ŀ���ǿ�ȴﵽ���ֵ195 MPa�����쳤�ʳ���16%����Ʒ��Ӳ��Ҳ������ߣ����ڵ�1���κ��ﵽ���͡��ۻ���ѹ�ӹ�����Ʒ������������ɨ��羵�Ͽ���ò����������ģʽΪ�������Զ��ѣ�ͬʱ����ϸ��dz���ѡ��봫ͳ�ۻ�����������ȣ��������ۻ���ѹ������ϸ������������ѧ���ܷ������Ч��
Abstract: Ultrafine-grained aluminum processed by a new severe plastic deformation technique, accumulative extrusion bonding (AEB), was investigated. Microstructural characterization indicated good interfacial bonding and an average grain size of ~440 nm was obtained after six passes. Tensile testing revealed that the strength reached the maximum value of 195 MPa and the total elongation exceeded 16% after five passes. The hardness was also significantly improved and almost reached saturation after the first pass. SEM fractography of AEB-processed specimens after tensile test showed that failure mode was shear ductile fracture with elongated shallow dimples. Comparison with conventional accumulative roll bonding indicates that this new AEB technique is more effective in refining grain and improving mechanical properties of the specimens.
Trans. Nonferrous Met. Soc. China 29(2019) 437-447
Xiang CHEN1,2, Guang-sheng HUANG1,2, Shuai-shuai LIU1,2, Ting-zhuang HAN1,2, Bin JIANG1,2, Ai-tao TANG1,2, Yun-tian ZHU3, Fu-sheng PAN1,2
1. State Key Laboratory of Mechanical Transmission, College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400044, China;
3. Department of Materials Science and Engineering, North Carolina State University, Raleigh, NC 27695, USA
Received 1 March 2018; accepted 6 July 2018
Abstract: Ultrafine-grained aluminum processed by a new severe plastic deformation technique, accumulative extrusion bonding (AEB), was investigated. Microstructural characterization indicated good interfacial bonding and an average grain size of ~440 nm was obtained after six passes. Tensile testing revealed that the strength reached the maximum value of 195 MPa and the total elongation exceeded 16% after five passes. The hardness was also significantly improved and almost reached saturation after the first pass. SEM fractography of AEB-processed specimens after tensile test showed that failure mode was shear ductile fracture with elongated shallow dimples. Comparison with conventional accumulative roll bonding indicates that this new AEB technique is more effective in refining grain and improving mechanical properties of the specimens.
Key words: aluminum; accumulative extrusion bonding; microstructure; mechanical properties; strain hardening rate
1 Introduction
Aluminum and its alloys as lightweight structural materials have attracted considerable attention in aerospace and automobile industries due to their low density and high specific strength [1]. However, the low strength limits their utilization. Strengthening aluminum and its alloys can broaden their engineering applications. Considering different strengthening mechanisms, fine-grained strengthening has aroused a great deal of interest because it can improve both strength and ductility at the same time. Fine grain materials, especially ultrafine-grained (UFG) materials with a grain size of 0.1-1 ��m, have become a research hotspot. These materials can be obtained through severe plastic deformation (SPD).
Currently, various SPD processes such as high pressure torsion (HPT) [2], constrained groove pressing (CGP) [3], multi-directional forging (MDF) [4], equal channel angular pressing (ECAP) [5], accumulative back extrusion (ABE) [6], accumulative roll bonding (ARB) [7], have been proposed for fabricating UFG materials. Among these processes, ARB, invented by TSUJI et al [8], has been considered as an effective method to fabricate UFG laminates. The ARB process was firstly carried out on commercial pure aluminum. Two pieces of the same metal are bonded during rolling, and the ARB-processed samples are subsequently cut, stacked and roll-bonded again. This process can be repeated limitlessly. Consequently, ultrahigh strain can be achieved with increasing number of passes. As a continuous processing technology, it is suitable for the fabrication of metal plates on industrial scale. Although this technology has great advantages in the preparation of the multilayer plates, there are some defects, that is, the rolling process will inevitably produce edge cracks, resulting in material loss, and 50% deformation is difficult to ensure the bonding quality of the interface. A good bond strength for most metals reaches more than 70% deformation during cold roll bonding [9].
Compared with rolling, metal in extrusion is subjected to high hydrostatic stress and large plastic strain, which effectively promotes interface bonding. In view of this, we developed a new accumulative extrusion bonding (AEB) method based on extrusion processing. This new process has been successfully used in fabricating multilayer magnesium alloys without generating edge cracks [10]. Compared with traditional ARB technique, some advantages of this technology include: (1) it can be carried out at low temperature, which reduces the processing cost and time; (2) 90% reduction rate per pass is beneficial to grain refinement; (3) it can also provide a feasible method for mass production of multilayer laminates. The AEB is a type of SPD method because the extrusion can be performed repeatedly. With increasing number of AEB passes, severe plastic strain can be accumulated in the sample, thereby creating extreme grain refinement. In the current work, in order to refine grain size and improve mechanical properties, AA1060 pure aluminum multilayer plates were processed by AEB. The principle of AEB process was simply described, and the deformed microstructure and mechanical properties were studied in detail.
2 Experimental
2.1 Materials
Rolling annealed commercial AA1060 sheets (99.6 wt.%) were used as the starting material. The sheets were cut into strips with dimensions of 35 mm �� 15 mm �� 1.5 mm (RD �� TD �� ND), where RD, TD and ND represent the rolling, transverse and normal directions, respectively.
2.2 AEB processing
Table 1 Processing parameters of samples deformed to large strain via AEB (Ten strips with thickness of 1.5 mm were extruded by reduction ratio of 90%)
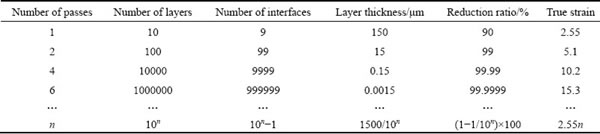
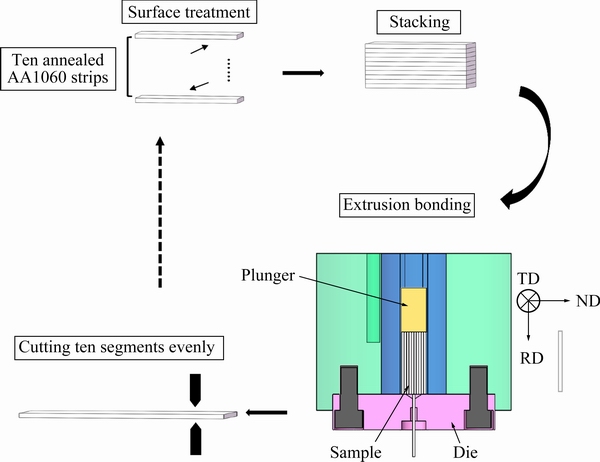
Fig. 1 Schematic illustration showing principle of accumulative extrusion bonding process
Table 1 lists the processing parameters for samples deformed to the large plastic strains via AEB. Here, ten strips were stacked and then extruded. The schematic of the AEB process is displayed in Fig. 1. In order to improve bonding, the surface of the ten annealed strips was degreased and wire brushed before stacking. The treated ten strips were then stacked together, placed in the extrusion set-up, and then heated at 80 ��C for 5 min to boost the diffusion bonding between interfaces. Graphite powder was used as lubricant to reduce friction between the die and sample. The strips were extrusion-bonding with a reduction rate of 90%. Extruded aluminum strips were air-cooled, and the above process was repeated for following passes. The same procedure was repeated up to six passes. The final dimensions of AEB-processed sheet were 14.96 and 1.47 mm for TD and ND, respectively. The extrusion speed was ~6 mm/s, and the extrusion ratio was ~12.8. During AEB processing, the true strain (e) can be calculated using the following equation:
��=nln �� (1)
where n is the number of AEB passes, and l is the extrusion ratio. A strain of about 2.55/pass has been obtained.
2.3 Characterization
Microstructural evaluation was investigated by using optical microscope (OM), scan electron microscope (SEM, JEOL JSM-7800F) and transmission electron microscope (TEM, FEI TECNAI G2 F20) operating at 200 kV. TEM thin rectangular foils were taken from the longitudinal section perpendicular to the transverse direction (TD) of the strip in which most features of the deformation structures in extruded samples can be unveiled. TEM foils were prepared by grinding and polishing to a thickness of ~50 ��m, followed by Ar ion milling to perforation. Ion milling was carried out at -20 ��C to avoid possible grain growth. The mean grain size of the AEB-processed samples was measured from TEM micrographs.
Vickers microhardness (HV) test, using a load of 100 g and dwell time of 10 s, was carried out in the ND plane. Hardness values were measured randomly at ten different points on the original and AEB-processed strips, the maximum and minimum values were discarded and the mean hardness value was calculated from the remaining eight values.
Tensile test samples were prepared by wire cutting from the as-received and extruded strips along rolling direction (RD) and extrusion direction (ED), respectively. All tensile samples were in dog-bone shape with a gauge length of 8 mm and a width of 6 mm. The tensile tests were performed at room temperature and at a nominal strain rate of 1��10-3 s-1 on a CMT6305-300kN electronic universal testing machine. The total elongation of the samples was measured by the difference in gage lengths before and after testing. For the repeatability of the results, three tensile tests were carried out for each sample condition.
3 Results and discussion
3.1 Microstructure evolution
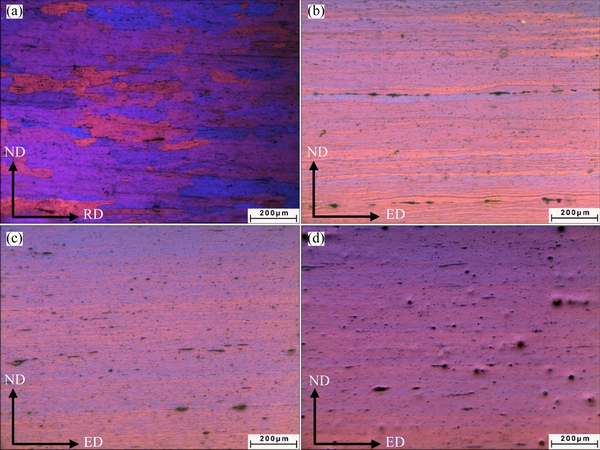
Fig. 2 Optical micrographs of AA1060 samples as-received (a) and after one-pass (b), three-pass (c) and six-pass (d) AEB processing
Figure 2 shows the optical micrographs of AA1060 samples before and after AEB. All of the views were taken on RD/ED-ND plane close to the thickness center. The microstructure of the as-received strip was slightly elongated in RD, and the average grain size was about 108 ��m. After the first pass, the microstructures were elongated along ED, and two intermittent black belts can be seen, in which the bonding interface is formed. As the number of AEB passes increases, the microstructures become more refined, a few bonded interfaces observed after etching were discontinuous. It should be pointed out that there are (106-1) interfaces to be formed after six passes. However, only a handful of poorly bounded interfaces are observed, which suggests that AEB can effectively improve the bonding of the interfaces introduced in the previous pass.
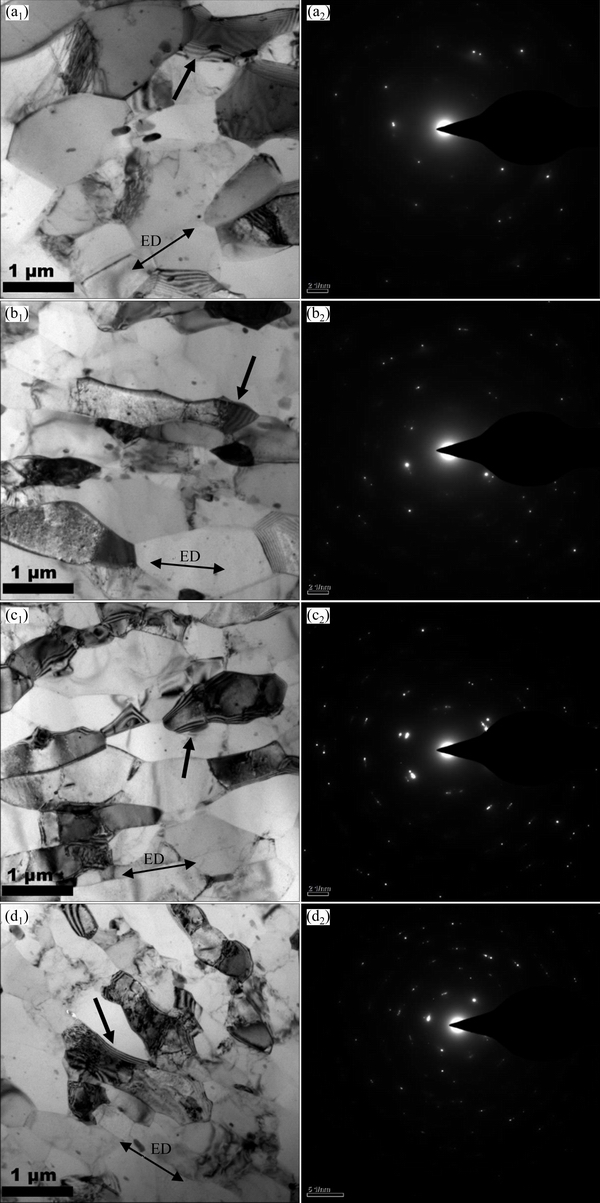
Fig. 3 TEM images (a1-d1) and corresponding SAD patterns (a2-d2) of AA1060 samples after one-pass (a), three-pass (b), five-pass (c) and six-pass (d) AEB processing (Viewing plane is ED-ND plane)
Figure 3 shows the TEM images for the AA1060 samples after one-, three-, five- and six-pass AEB processing. It can be seen that the microstructure after AEB is characterized with typical elongated UFG structures almost parallel to the ED. Most grain boundaries and dislocations inside some grains are clearly visible. The corresponding SAD patterns under different strain levels were obtained. With increasing strain, the SAD patterns become more and more complex. The separate ring-like spots indicate that a great number of grain boundaries are high-angle grain boundaries, and there are large internal stress and lattice distortion within the sample. The existence and proportions of high-angle grain boundaries are related to intense straining introduced by SPD, which has been reported in previous literatures [11,12]. Here, we notice that microscopic structures after each pass show a very thick extinction contour at grain boundaries (the black arrows shown in Fig. 3), which also implies the characteristics of the non-equilibrium grain boundary, as well as the existence of high inner-stress and lattice distortion near the grain boundaries [13,14]. Figure 4 shows the histograms of grain size distribution observed in ED-ND plane for different AEB-processed samples and the Gaussian fitting of experimental data. The average grain sizes of the one-, there-, five- and six-pass AEB processed AA1060 strips measured from TEM images are about 0.78, 0.51, 0.47 and 0.44 ��m, respectively. The fitting results of experimental data indicate that the grain size distribution is more homogeneous after six AEB passes.
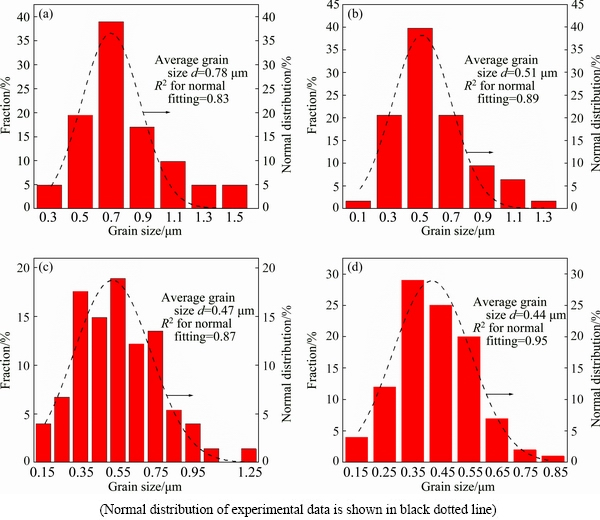
Fig. 4 Grain size distributions measured in ED-ND plane for different AEB-processed AA1060 samples after one-pass (a), three-pass (b), five-pass (c) and six-pass (d) AEB processing
For AEB-deformed aluminum, the grains are elongated, which is consistent with pure aluminum deformed by ARB [15]. The grain subdivision is due to two dislocation boundaries: geometrically necessary boundaries (GNBs) and incidental dislocation boundaries (IDBs). The formation and evolution of these dislocation boundaries are caused by different mechanisms. GNBs typically form between regions of different strain patterns that involve diverse slip activity or strain level, while IDBs form by random trapping of glide dislocations [16,17]. With increasing number of passes, the spacing of these dislocation boundaries decreases (see Fig. 4). At the same time, the gradual evolution of the GNBs in misorientation gives rise to the formation of high angle grain boundaries. For metals with high stacking fault energy (SFE) such as aluminum, it is well known that dynamic recovery, which involves the movement of vacancy and the dislocation slip and climb, readily occurs even at room temperature. However, it has been reported [18] that the formation mechanism of the UFG structures produced by severe deformation is continuous dynamic recrystallization, featured by ultrafine grain refinement, recovery to form subgrain boundaries, and short range grain boundary migration.
3.2 Mechanical properties
The engineering and true stress-strain curves of the as-received and AEB-processed samples after different passes are plotted in Fig. 5. As shown in Fig. 5(a), there are two distinct features in the engineering stress-strain curves. One interesting feature is that the AEB-processed samples with submicrometer grain sizes have a yield-drop, which could be caused by the change of strain-path [19,20]. And continuous decrease of engineering stress was caused by early necking [21]. As expected, the as-received coarse-grained sample has good strain hardening and large total elongation to failure. Figure 5(c) shows the variation of the mechanical properties of the samples after different passes (0 pass represents the as-received sample). It is clearly seen that the yield strength (YS) and ultimate tensile strength (UTS) of one-pass AEB-processed sample are increased by 125% and 45%, respectively, compared with the as-received sample. Both increase at a slow rate and reach an approximate saturation after three passes. In comparison with strength, the total elongation (TE) exhibits the trend of reduction on the whole, and it is about 13% after six passes. The changes of average hardness value as a function of the number of AEB passes are shown in Fig. 6. A noteworthy increase can be observed in the hardness value from HV 36 to HV 53 after first pass, which is about 1.5 times that of the as-received sample. The hardness values from one to six passes show slightly fluctuations, and the maximum hardness value about HV 57 is obtained after six passes.

Fig. 5 Tensile engineering (a) and true (b) stress-strain curves of as-received and AEB-processed samples at different passes, and variation of strength and total elongation of AA1060 samples with number of AEB passes (c)
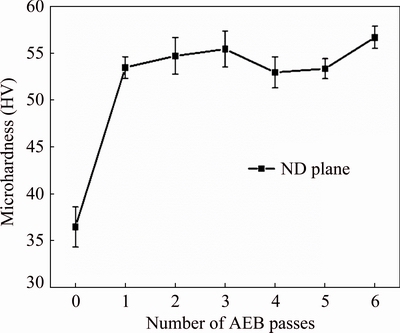
Fig. 6 Evolution of microhardness as function of number of AEB passes
The variation of mechanical properties depends strongly on the microstructure evolution. According to the previous studies, the strength-structure relationship can mainly be expressed by two strengthening mechanisms: dislocation strengthening and grain boundary strengthening. The sum of the two contributions can be expressed as [22,23]
 (2)
(2)
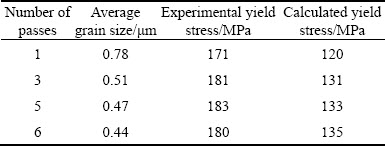
where ��0 is friction stress, k is the Hall-Petch slope, d is the average grain size, M is the Taylor factor, �� is a constant, G is shear modulus, b is the Burgers vector value, and �� is the dislocation density. For FCC aluminum materials, ��0=20 MPa, k=40 MPa����m1/2, M=3.06, ��=0.24, G=26 GPa, b=0.286 nm, assuming ��=1��1014 m-2 in a severely deformed material [23]. Inserting d values for different passes, a comparison between the measured yield strength (0.2% proof stress) for the AEBed samples and calculated values on the basis of Eq. (2) is listed in Table 2. It can be seen that the measured yield stresses of samples subjected to 1�C6 passes are slightly higher than the calculated yield stresses obtained from Eq. (2). The extra part may be related to some other factors, including texture strengthening, introduction of new hard surface layer formed by wire-brushing as well as oxide films and contamination [11]. Back stress caused by the piling up geometrically necessary dislocations could also contribute to the strengthening and strain hardening, although their effect is relatively small for homogeneous metals [24,25].
Table 2 Comparison between experimental yield strength and calculated yield strength based on Eq. (2)
In contrast to strength, uniform elongation dramatically drops in AEB-processed samples as shown in Fig. 5(a). The low uniform elongation can be contributed to plastic instability (necking in tensile test). Plastic instability condition is described by Consid��re criterion [26]:
 (3)
(3)
where �� is flow stress, �� is true strain, and d��/d�� is strain hardening rate. For UFG materials, the flow stress is very high, but the strain hardening after yielding is very low, even close to zero in some cases [27], leading to the very limited uniform elongation. However, it can be seen that AEB-processed samples still maintain high total elongation even up to six passes, which may be largely due to small sample size used in the tensile test [28]. In addition, grain boundary sliding (GBS), coordinated deformation and grain rotation are easy to happen in the UFG materials during deformation even at lower temperatures, resulting in increased strain rate sensitivity, which helps to maintain larger necking strain before final failure [19].
Previous reports have attributed the increase in microhardness in materials processed by severe plastic deformation to grain refinement and high density of crystalline defects such as dislocations, twins and stacking faults respectively [29]. The significant increase of hardness after the first pass in aluminum (see Fig. 6) can be firstly attributed to the density of dislocations. The deformation mechanism in aluminum is dislocation slip, leading to significant increase in dislocation density. In addition, the formation of fine subgrains and dislocation cells after the first pass should also have made major contributions. With increasing number of passes, the misorientations across the low-angle subgrain boundaries will increase, converting them into high-angle grain boundaries, while dislocation walls may become subgrain boundaries, leading to grain refinement. At the same time, the dislocation density will become lower due to dynamic recovery and recrystallization [14,16,17]. The combined effect of these microstructural evolutions led to the microhardness evolution as shown in Fig. 6.
In order to obtain the work hardening behavior, the experimental data in Fig. 5(b) for as-received, one-, three-, five- and six-pass AEB specimens are smoothened firstly, and then fitted with a polynomial function, and finally differentiated to get the work hardening rate, as shown in Fig. 7. As shown, the strain hardening rate of the AEB-processed samples is higher than that of as-received sample at low true strain and then it rapidly decreases with the increasing strain. The results observed in the current study are in agreement with the previous studies [30,31]. For as-received sample, the strain hardening rate can be maintained within a relatively large strain range. Compared with the as-received sample, the strain hardening rate of AEB-processed samples at the early stage of deformation shows a significant decline. This change in strain hardening rate is responsible for the early deformation instability and early fracture [30]. The strain hardening rate of one-, three- and five-pass AEB-processed samples slightly increases with grain refinement, which shortens the distance for dislocations to travel before encountering grain boundaries and in turn increases the resistance for further deformation [32]. After six passes, the strain hardening rate slightly drops, which is similar to that of pure copper in Ref. [31].
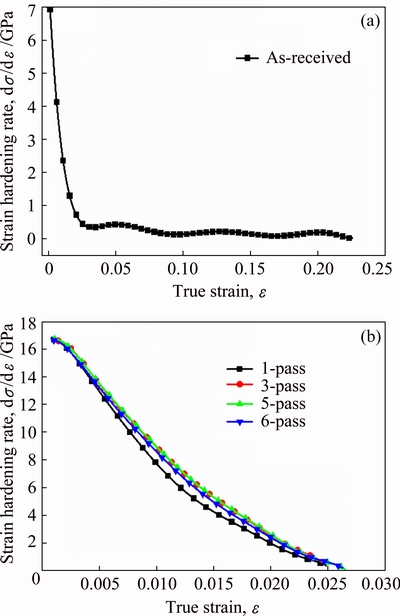
Fig. 7 Strain hardening rate of AA1060 samples before (a) and after (b) one-pass, three-pass, five-pass and six-pass AEB processing
3.3 Fractography
Figure 8 demonstrates SEM image of the fracture surfaces of AEB-processed aluminum after tensile test at two magnifications. All specimens exhibit a typical shear ductile fracture showing dimples and gray fibrous appearance. These results are consistent with the observations in other works [11,33]. With increasing the number of passes, the dimples become small and elongated, which obviously shows that the failure mode is shear ductile fracture. When the fracture is affected by the shear stress, the voids tend to be elongated, causing the fracture surface to form parabolic or elliptical depressions [34].
As shown in Figs. 8(a, b), the bond interfaces of AA1060 after one-pass AEB are clearly observed after tensile fracture. With the increasing passes, the newly formed interfaces are clearly visible and discontinuous, and the interfaces formed at previous passes are invisible due to increasing strain. It is widely acknowledged that the existing interface, as a kind of defect, is convenient for crack nucleation and propagation. As for AEB-processed strips, the interfaces introduced by the last pass create delamination during tensile test, implying that these interfaces are weak. Once the plastic instability occurs in the necking area, the interface shear may form between successive layers, and many small voids nucleate at the interface. These small voids grow and coalesce into a central crack under a continuous strain. The crack grows in the direction perpendicular to the axis of the sample until it is near the specimen surface. Therefore, it can be anticipated that the formation of necking will lead to the introduction of tri-axial state of stress, and may result in interfacial delamination, especially the weak interfaces [34]. The quality of interfacial bonding is influenced by several factors, including processing strain, processing temperature, surface treatment, the number of layers and the layer thickness [9,35-38]. So, in order to obtain good effect of interfacial bonding, it is necessary to carry out further research to determine the relationship among those factors.
3.4 AEB vs ARB
AEB is a new SPD technique for fabricating bulk UFG materials. So far, there are no relative data to compare the effectiveness of AEB and ARB processing on aluminum alloys. It is necessary to compare the microstructure and mechanical properties of the samples after deformed by AEB and ARB. The current results are compared with experimental data for AA1060 samples (99.56 wt.%) after deformation by ARB at room temperature [39]. It should be stressed that such a comparison can be affected by factors such as deformation mode and parameters. Here, we make comparison based on approximate processing strain.
A comparison of average grain size, UTS and hardness (HV) for AA1060 samples deformed by 2-pass AEB with a strain of ~5 and 8-pass ARB with a strain of ~ 6, respectively, is listed in Table 3. The average grain size of 2-pass AEB-processed AA1060 is about 480 nm, which is slightly smaller than that observed in RD-TD plan of 8-pass ARB-processed AA1060 samples. The strength and microhardness of AEB-processed AA1060 samples is about 9% higher than that of ARB-processed samples. It should be mentioned that the current AEB processing is carried out at 80 ��C, coupled with deformation heat generated in the AEB processing, making the recovery process occur more easily than ARB at room temperature. It can be inferred that grain refinement and hardening effect will be even more pronounced if the AEB is performed at room temperature. Therefore, the AEB technique is more effective in producing ultrafine grains and good mechanical properties.
AEB is a new technique with many issues to be further studied, including, but no limited to, its the applicability to other metals, determination of the suitable deformation parameters, etc. It is necessary to carry out extensive theoretical and experimental research on different metals such as magnesium, copper and nickel.
Table 3 Comparison of mechanical properties of AA1060 samples after processing by AEB for two passes (processing strain ~5) and by ARB for eight passes (processing strain ~6)
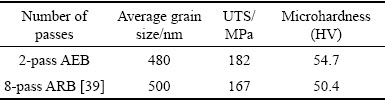
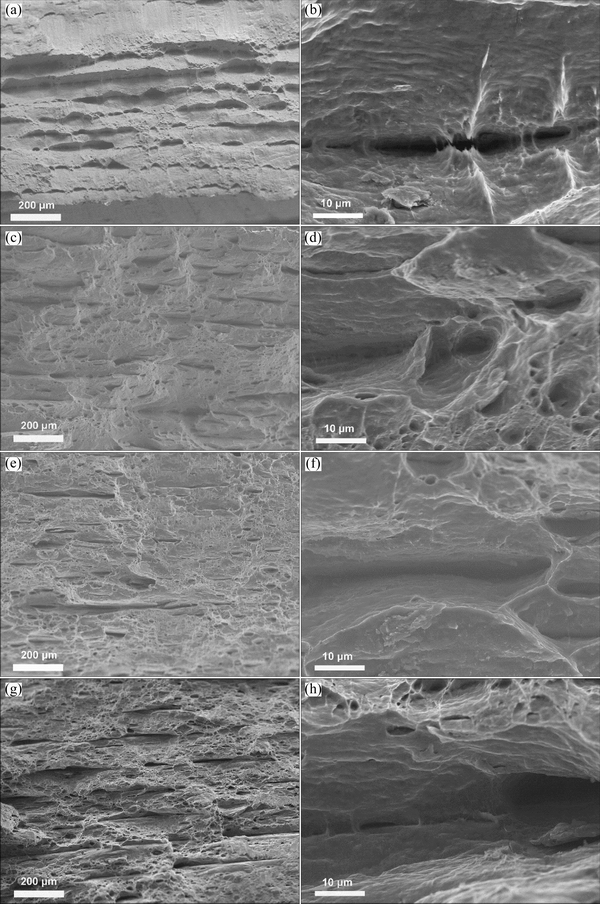
Fig. 8 SEM images of fracture surfaces after tensile test for one-pass (a, b), three-pass (c, d), five-pass (e, f), six-pass (g, h) AEB processing
4 Conclusions
(1) Accumulative extrusion bonding (AEB) is proven to be an effective way in refining grains to produce UFG AA1060 strips.
(2) The AEB process can produce good interface bonding quality due to large deformation strain per pass.
(3) The microstructure of the AEB-processed AA1060 sample is characterized with elongated UFG structures. With increasing AEB passes, the average grain size is reduced from 108 to 0.44 ��m.
(4) With the increasing passes, both YS and UTS increase and reach saturation after three passes. The maximum hardness value of HV ~57 is obtained after six passes.
(5) The fracture surfaces after tensile test show typical shear ductile fracture mode.
(6) The AEB technology has its advantages in refining grains and enhancing mechanical properties of AA1060 samples compared with traditional ARB process, even at similar processing strain.
References
[1] WILLIAMS J C, STARKE E A. Progress in structural materials for aerospace systems [J]. Acta Materialia, 2003, 51(19): 5775-5799.
[2] ZHILYAEV A P, LANGDON T G. Using high-pressure torsion for metal processing: Fundamentals and applications [J]. Progress in Materials Science, 2008, 53(6): 893-979.
[3] POURALIAKBAR H, JANDAGHI M R, KHALAJ G. Constrained groove pressing and subsequent annealing of Al-Mn-Si alloy: Microstructure evolutions, crystallographic transformations, mechanical properties, electrical conductivity and corrosion resistance [J]. Materials & Design, 2017, 124: 34-46.
[4] JIANG M G, YAN H, GAO L, CHEN R S. Microstructural evolution of Mg-7Al-2Sn Mg alloy during multi-directional impact forging [J]. Journal of Magnesium & Alloys, 2015, 3(3): 180-187.
[5] NASERI R, KADKHODAYAN M, SHARIATI M. Static mechanical properties and ductility of biomedical ultrafine-grained commercially pure titanium produced by ECAP process [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(9): 1964-1975.
[6] SHATERANI P, ZAREI-HANZAKI A, FATEMI-VARZANEH S M, HASSAS-IRANI S B. The second phase particles and mechanical properties of 2124 aluminum alloy processed by accumulative back extrusion [J]. Materials & Design, 2014, 58(6): 535-542.
[7] SAITO Y, TSUJI N, UTSUNOMIYA H, SAKAI T, HONG R G. Ultra-fine grained bulk aluminum produced by accumulative roll-bonding (ARB) process [J]. Scripta Materialia, 1998, 39(9): 1221-1227.
[8] TSUJI N, SAITO Y, LEE S H, MINAMINO Y. ARB (accumulative roll-bonding) and other new techniques to produce bulk ultrafine grained materials [J]. Advanced Engineering Materials, 2003, 5(5): 338-344.
[9] LI L, NAGAI K, YIN F X. Progress in cold roll bonding of metals [J]. Science and Technology of Advanced Materials, 2008, 9(2): 023001.
[10] HAN T Z , HUANG G S, DENG Q Y, WANG G G, JIANG B, TANG A T, ZHU Y T, PAN F S. Grain refining and mechanical properties of AZ31 alloy processed by accumulated extrusion bonding [J]. Journal of Alloys and Compounds, 2018, 745: 599-608.
[11] EIZADJOU M, MANESH H D, JANGHORBAN K. Microstructure and mechanical properties of ultra-fine grains (UFGs) aluminum strips produced by ARB process [J]. Journal of Alloys and Compounds, 2009, 474(1-2): 406-415.
[12] YU C Y, KAO P W, CHANG C P. Transition of tensile deformation behaviors in ultrafine-grained aluminum [J]. Acta Materialia, 2005, 53(15): 4019-4028.
[13] HUANG X, HANSEN N, TSUJI N. Hardening by annealing and softening by deformation in nanostructured metals [J]. Science, 2006, 312: 249-251.
[14] HUANG J Y, ZHU Y T, JIANG H, LOWE T C. Microstructures and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening [J]. Acta Materialia, 2001, 49(9): 1497-1505.
[15] SU L, LU C, LI H, DENG G, TIEU K. Investigation of ultrafine grained AA1050 fabricated by accumulative roll bonding [J]. Materials Science and Engineering A, 2014, 614: 148-155.
[16] HUGHES D A, HANSEN N, BAMMANN D J. Geometrically necessary boundaries, incidental dislocation boundaries and geometrically necessary dislocations [J]. Scripta Materialia, 2003, 48(2): 147-153.
[17] LIU Q, HUANG X, LLOYD D J, HANSEN N. Microstructure and strength of commercial purity aluminium (AA1200) cold-rolled to large strains [J]. Acta Materialia, 2002, 50(15): 3789-3802.
[18] HUMPHREYS F J, PRANGNELL P B, PRIESTNER R. Fine-grained alloys by thermomechanical processing [J]. Current Opinion in Solid State & Materials Science, 2001, 5(1): 15-21.
[19] WU Xiao-lei, YANG Mu-xin, YUAN Fu-ping, WU Gui-lin, WEI Yu-jie, HUANG Xiao-xu, ZHU Yun-tian. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility [J]. Proceedings of the National Academy of Sciences of the United States of America, 2015, 112(47): 14501-14505.
[20] WU Xiao-lei, JIANG Ping, CHEN Liu, YUAN Fu-ping, ZHU Yun-tian. Extraordinary strain hardening by gradient structure [J]. Proceedings of the National Academy of Sciences of the United States of America, 2014, 111(20): 7197-7201.
[21] ZHU Y T, LIAO X. Nanostructured metals: Retaining ductility [J]. Nature Materials, 2004, 3(6): 351-352.
[22] HUANG X, KAMIKAWA N, HANSEN N. Strengthening mechanisms in nanostructured aluminum [J]. Materials Science and Engineering A, 2008, 483(1): 102-104.
[23] REIHANIAN M, EBRAHIMI R, TSUJI N, MOSHKSAR M M. Analysis of the mechanical properties and deformation behavior of nanostructured commercially pure Al processed by equal channel angular pressing (ECAP). Materials Science and Engineering A, 2008, 473(1): 189-194.
[24] WU Xiao-lei, ZHU Yun-tian. Heterogeneous materials: A new class of materials with unprecedented mechanical properties [J]. Materials Research Letters, 2017, 5: 527-532.
[25] YANG Mu-xin, PAN Yue, YUAN Fu-ping, ZHU Yun-tian, WU Xiao-lei. Back stress strengthening and strain hardening in gradient structure [J]. Materials Research Letters, 2016, 4(3): 1-7.
[26] TSUJI N, ITO Y, SAITO Y, MINAMINO Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing [J]. Scripta Materialia, 2002, 47(12): 893-899.
[27] VALIEV R Z, ESTRIN Y, HORITA Z, LANGDON T G, ZEHETBAUER M J, ZHU Y T. Fundamentals of superior properties in bulk NanoSPD materials [J]. Materials Research Letters, 2016, 4(1): 1-21.
[28] ZHAO Y H, GUO Y Z, WEI Q, DANGELEWICZ A M, XU C, ZHU Y T. Influence of specimen dimensions on the tensile behavior of ultrafine-grained Cu [J]. Scripta Materialia, 2008, 59(6): 627-630.
[29] JIAN W W, CHENG G M, XU W Z, YUAN H, TSAI M H, WANG Q D, KOCH C C, ZHU Y T, MATHAUDHU S N. Ultrastrong Mg alloy via nano-spaced stacking faults [J]. Materials Research Letters, 2013, 1(2): 61-66.
[30] GASHTI S O, FATTAH-ALHOSSEINI A, MAZAHERI Y, KESHAVARZ M K. Effects of grain size and dislocation density on strain hardening behavior of ultrafine grained AA1050 processed by accumulative roll bonding [J]. Journal of Alloys and Compounds, 2016, 658: 854-861.
[31] FATTAH-ALHOSSEINI A, IMANTALAB O, MAZAHERI Y, KESHAVARZ M K. Microstructural evolution, mechanical properties, and strain hardening behavior of ultrafine grained commercial pure copper during the accumulative roll bonding process [J]. Materials Science and Engineering A, 2016, 650: 8-14.
[32] KWAN C, WANG Z, KANG S B. Mechanical behavior and microstructural evolution upon annealing of the accumulative roll-bonding (ARB) processed Al alloy 1100 [J]. Materials Science and Engineering A, 2008, 480: 148-159.
[33] NASERI M, REIHANIAN M, BORHANI E. A new strategy to simultaneous increase in the strength and ductility of AA2024 alloy via accumulative roll bonding (ARB) [J]. Materials Science and Engineering A, 2016, 656: 12-20.
[34] REZA TOROGHINEJAD M, ASHRAFIZADEH F, JAMAATI R. On the use of accumulative roll bonding process to develop nanostructured aluminum alloy 5083 [J]. Materials Science and Engineering A, 2013, 561(3): 145-151.
[35] HERAKOVICH C T. Influence of layer thickness on the strength of angle-ply laminates [J]. Journal of Composite Materials, 1982, 16(3): 216-227.
[36] TEKYEH-MAROUF B, BAGHERI R, MAHMUDI R. Effects of number of layers and adhesive ductility on impact behavior of laminates [J]. Materials Letters, 2004, 58(22): 2721-2724.
[37] YAN H, LENARD J G. A study of warm and cold roll-bonding of an aluminium alloy [J]. Materials Science and Engineering A, 2004, 385: 419-428.
[38] YU H L, LU C, TIEU AK, KONG C. Fabrication of nanostructured aluminum sheets using four-layer accumulative roll bonding [J]. Materials and Manufacturing Processes, 2014, 29: 448-453.
[39] LIU C Y, ZHANG B, YU P F, JING R, MA M Z, LIU R P. Microstructures and mechanical properties of Al/Zn composites prepared by accumulative roll bonding and heat treatment [J]. Materials Science and Engineering A, 2013, 580: 36-40.
�� ��1, 2���ƹ�ʤ1, 2����˧˧1, 2����͢״1, 2���� ��1, 2��������1, 2��������3���˸���1, 2
1. �����ѧ ���Ͽ�ѧ�빤��ѧԺ ��е���������ص�ʵ���ң�����400044��
2. �����ѧ ����þ�Ͻ���Ϲ��̼����о����ģ�����400044��
3. Department of Materials Science and Engineering, North Carolina State University, Raleigh, NC 27695, USA
ժ Ҫ���о�һ���µľ������Ա��μ��������ۻ���ѹ���(AEB) �ӹ���ϸ������������֯����������������������ã�6���κ���Ʒ��ƽ�������ߴ�ԼΪ440 nm������������������5���κ���Ʒ�Ŀ���ǿ�ȴﵽ���ֵ195 MPa�����쳤�ʳ���16%����Ʒ��Ӳ��Ҳ������ߣ����ڵ�1���κ��ﵽ���͡��ۻ���ѹ�ӹ�����Ʒ������������ɨ��羵�Ͽ���ò����������ģʽΪ�������Զ��ѣ�ͬʱ����ϸ��dz���ѡ��봫ͳ�ۻ�����������ȣ��������ۻ���ѹ������ϸ������������ѧ���ܷ������Ч��
�ؼ��ʣ������ۻ���ѹ��ϣ�����֯����ѧ���ܣ�Ӧ��Ӳ����
(Edited by Wei-ping CHEN)
Foundation item: Project (2016YFB0301104) supported by the National Key Research and Development Program of China; Projects (51671041, 51531002) supported by the National Natural Science Foundation of China; Project (cstc2017jcyjBX0040) supported by the Natural Science Foundation of Chongqing City, China
Corresponding author: Guang-sheng HUANG ; Tel: +86-13635430782; E-mail: gshuang@cqu.edu.cn
DOI: 10.1016/S1003-6326(19)64953-8

